MENU

 LNG
LNG
LNG
LNG

In recent years, with the increasingly fierce competition in the consumer electronics market, the electronic product manufacturing industry has also put forward higher requirements for products.Traditional processing methods easily lead to unstable product quality, parts melting, difficulty in forming normal nuggets, and low yield. The emergence of laser processing technology can quickly solve these problems for electronic product manufacture.In the production process of high-end electronic products, laser processing plays an important role in the volume optimization and quality improvement of products, making the products lighter, thinner and more stable. It is reported that about 70% of the processing and manufacturing links of electronic products are applied to laser technology( more than 20 different processes) and related manufacturing equipment.
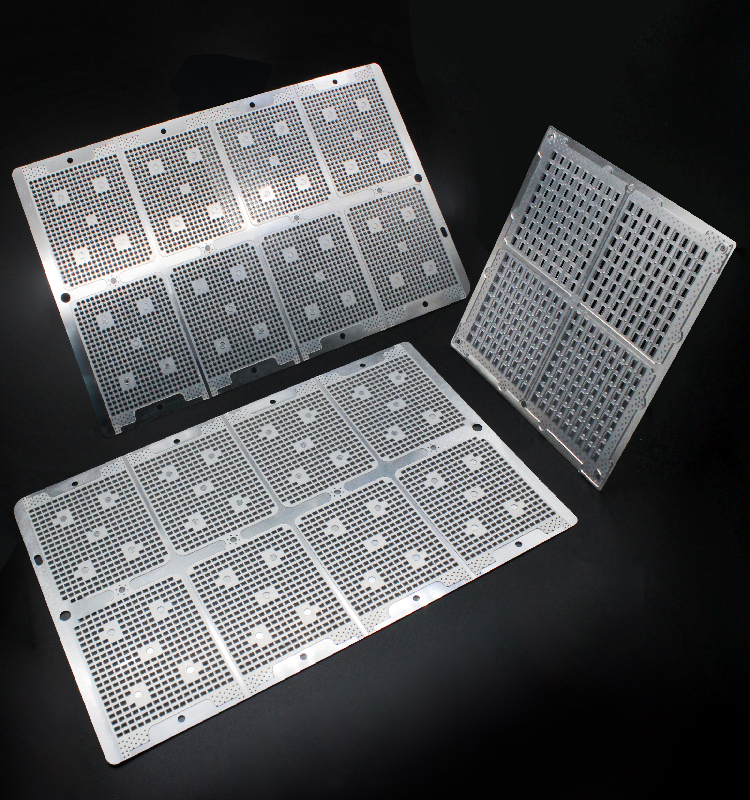
At present, laser precision spot welding head is mainly used in the shell of electronic products, shielding case, USB interface, conductive patch, etc., with small thermal deformation, accurate and controllable action area and position, high welding quality, it can realize welding of heterogeneous materials, and is easy to realize automation and other advantages. However, when welding different materials, different welding methods need to be adopted.
According to the experimental result of many times, laser welding engineers concluded that in the production and manufacturing process of consumer electronics, high reflective materials, metal sheets, what kind of laser precision spot welding head should be used for different materials such as heterogeneous materials to obtain better welding effect.
Laser precision spot welding head method of high reflective material.
When welding high reverse materials such as aluminum and copper, different welding waveform has a great influence on the welding quality. Using the waveform with a front spike, it can break through the high reflectivity barrier, and the instantaneous peak power can quickly change the state of the metal surface, so that the temperature rises to the melting point, thus reducing the reflectivity of the metal surface, improve energy utilization. In addition, due to the fast heat conduction speed of copper, aluminum and other materials, the appearance of solder joints can be optimized by using the slowly decreasing waveform.
On the other hand the laser absorptivity of gold, silver, copper, steel and other materials decreases with the increase of wavelength. For copper, when the laser wavelength is 523nm, the absorptivity of copper is close to 40%. Comparative analysis of the characteristics of infrared laser and green laser shows that the infrared spot size is larger, the focal depth is short, and the absorption rate of copper is low; The green laser spot size is small, the focal depth is long, red copper has high absorption rate.Using infrared laser and green laser to impulsed spot welding red copper respectively, it can be found that after infrared laser welding, the solder joint size is inconsistent, while the solder joint size of green laser is more uniform, the depth is consistent, and the surface is smooth. The welding effect of using green laser is more stable, and the required peak power will be more thank half lower than that of infrared laser.

 Language
Language
Mailbox:brian.he@soucua.com
Mailbox:danny.ng@soucua.com
Postcode:523300
Address:No. 11, Hengjiao Hengling Street, Hengjiao Village, Shijie Town, Dongguan City, Guangdong Province, China
Copyright ©2020Dongguan Soucua Hardware Electronics Co., Ltd.
All Rights Reserved