MENU

 LNG
LNG
LNG
LNG

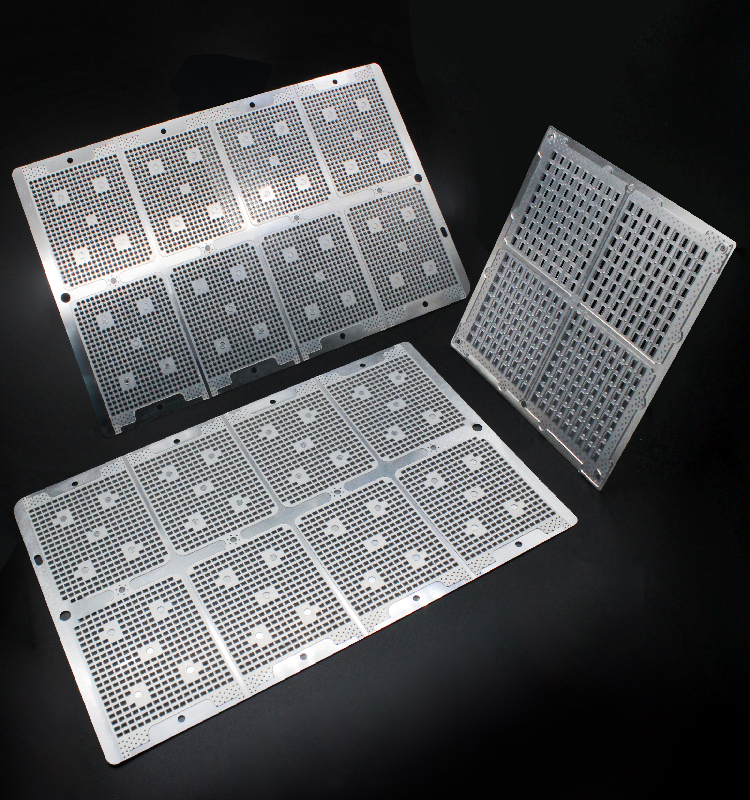
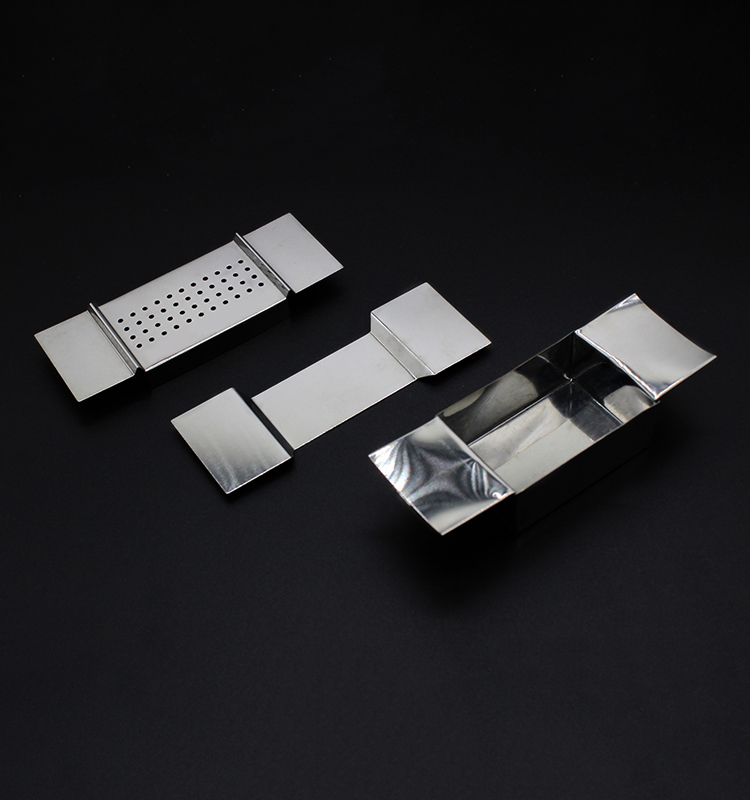
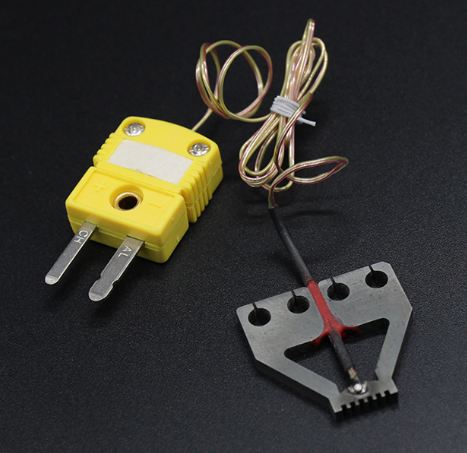
At present, laser precision spot welding heads are mainly used in electronic product shells, shielding covers, USB connectors, conductive patches, etc. They have advantages such as small thermal deformation, precise and controllable working area and position, high welding quality, ability to weld dissimilar materials, and easy automation. But when welding different materials, different welding methods need to be used.
Based on multiple experimental results, Chuangxin laser welding engineers have summarized the methods that should be used for laser precision spot welding of different materials such as high reflective materials, metal sheets, and dissimilar materials in the production and manufacturing process of consumer electronics in order to achieve good welding results.
Laser Precision Spot Welding Head Method for High Reflective Materials
When welding high reflective materials such as aluminum and copper, different welding waveforms have a significant impact on the welding quality. By utilizing a laser waveform with a front peak, a high reflectivity barrier can be broken through. The instantaneous peak power can quickly change the state of the metal surface, causing its temperature to rise to the melting point, thereby reducing the reflectivity of the metal surface and improving energy utilization. In addition, due to the fast thermal conductivity of materials such as copper and aluminum, the use of slowly decreasing waveform can optimize the appearance of solder joints.
On the other hand, the laser absorption rate of materials such as gold, silver, copper, and steel decreases with increasing wavelength. For copper, when the laser wavelength is 532nm, the absorption rate of copper is close to 40%. Comparing and analyzing the characteristics of infrared lasers and green lasers, it can be concluded that infrared lasers have larger spot sizes, shorter focal depths, and lower absorption rates of red copper; Green laser has small spot size, long focal depth, and high absorption rate of red copper. By using infrared laser and green laser respectively for pulse spot welding of red copper, it can be found that the size of the solder joints after infrared laser welding is inconsistent, while the size of the solder joints after green laser welding is more uniform, with consistent depth and smooth surface. The welding effect is more stable when using a green laser, and the required peak power will be more than half lower than an infrared laser.


 Language
Language
Mailbox:brian.he@soucua.com
Mailbox:danny.ng@soucua.com
Postcode:523300
Address:No. 11, Hengjiao Hengling Street, Hengjiao Village, Shijie Town, Dongguan City, Guangdong Province, China
Copyright ©2020Dongguan Soucua Hardware Electronics Co., Ltd.
All Rights Reserved