MENU

 LNG
LNG
LNG
LNG

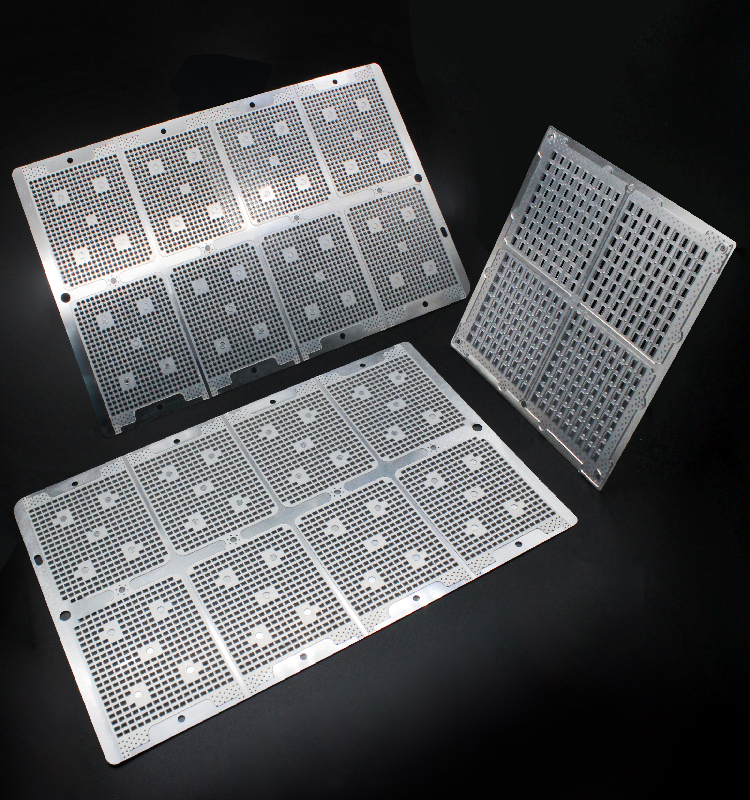
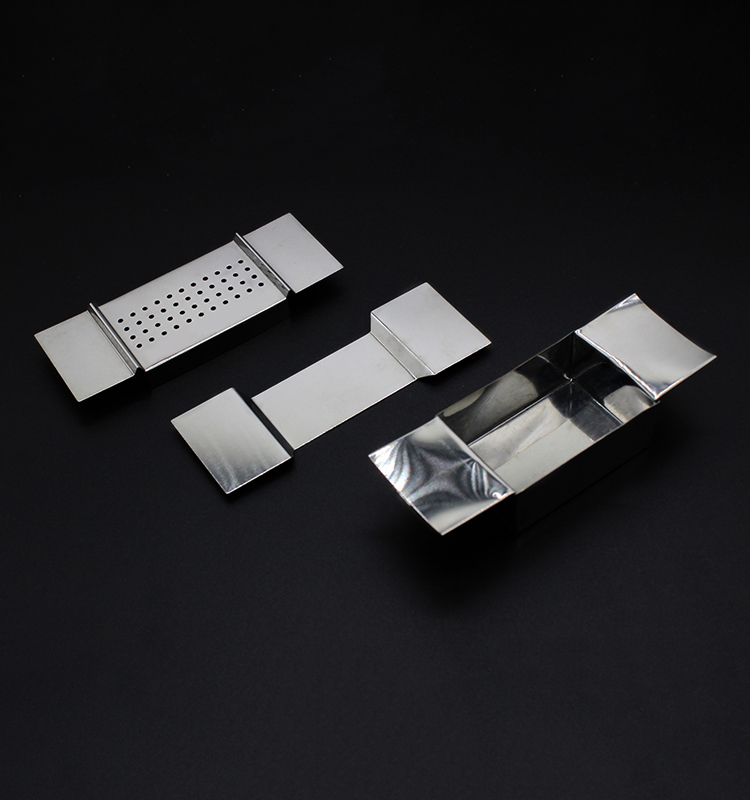
Both medium wire cutting and wedm-ls refer to electrical discharge wire cutting machines, which are manufacturing processes for spot welding heads.
Due to the fact that the slow wire cutting machine adopts a continuous wire supply method with wire electrodes, that is, the wire electrodes complete the processing during the movement process. Therefore, even if the wire electrodes are lost, they can be continuously supplemented, thus improving the machining accuracy of the parts. The surface roughness of the workpiece processed by the slow wire cutting machine can usually reach Ra=0.12 μ The roundness error, straightness error, and dimensional error of the slow wire cutting machine are much better than those of the fast wire cutting machine, so the slow wire cutting machine has been widely used in processing high-precision parts.
1.Nanosecond level high peak current pulse power supply technology
Metal erosion during electrical discharge machining can be divided into two types: melting and gasification. The long duration of wide pulse width can easily cause melting processing, resulting in a deterioration of the surface morphology of the workpiece, thickening of the metamorphic layer, increased internal stress, and easy crack formation. When the pulse width is small to a certain value, the action time is extremely short, forming gasification processing, which can reduce the thickness of the metamorphic layer, improve surface quality, reduce internal stress, and avoid crack formation.
The advanced low-speed wire cutting machine uses a pulse power supply with a pulse width of only a few tens of ns and a peak current of over 1000 A, which forms gasification and erosion removal. Not only is the processing efficiency high, but also the surface quality is greatly improved.
2. Anti electrolysis (BS) pulse power supply
Low speed wire EDM machining uses water quality working fluid. Water has a certain degree of conductivity, even after deionization treatment to reduce conductivity, there is still a certain amount of ions. When the workpiece is connected to the positive electrode, under the action of an electric field, OH - ions will continuously accumulate on the workpiece, causing oxidation and corrosion of iron, aluminum, copper, zinc, titanium, and tungsten, and dissolving the bonding agent cobalt ion state in the hard alloy material in water, forming a softening layer on the surface of the workpiece. Measures have been taken to increase electrical resistivity to minimize ion concentration. Although this has played a certain role in improving surface quality, it still cannot effectively and completely solve the problem of softening layer.
Anti electrolysis power supply is an effective technical means to solve the softening layer of workpieces. The anti electrolysis power supply adopts alternating pulses with an average voltage of zero, which oscillates between the OH - ion electrode wire in the working fluid and the workpiece, without tending towards the workpiece and electrode wire, to prevent oxidation of the workpiece material.
Using an electrolytic resistant power supply for wire cutting can control the surface deterioration layer to 1 μ Below m, to avoid the precipitation and dissolution of cobalt in hard alloy materials and ensure the service life of hard alloy molds.
Pls contact with me if you need more details by email aria.diao@soucua.com.

 Language
Language
Mailbox:brian.he@soucua.com
Mailbox:danny.ng@soucua.com
Postcode:523300
Address:No. 11, Hengjiao Hengling Street, Hengjiao Village, Shijie Town, Dongguan City, Guangdong Province, China
Copyright ©2020Dongguan Soucua Hardware Electronics Co., Ltd.
All Rights Reserved