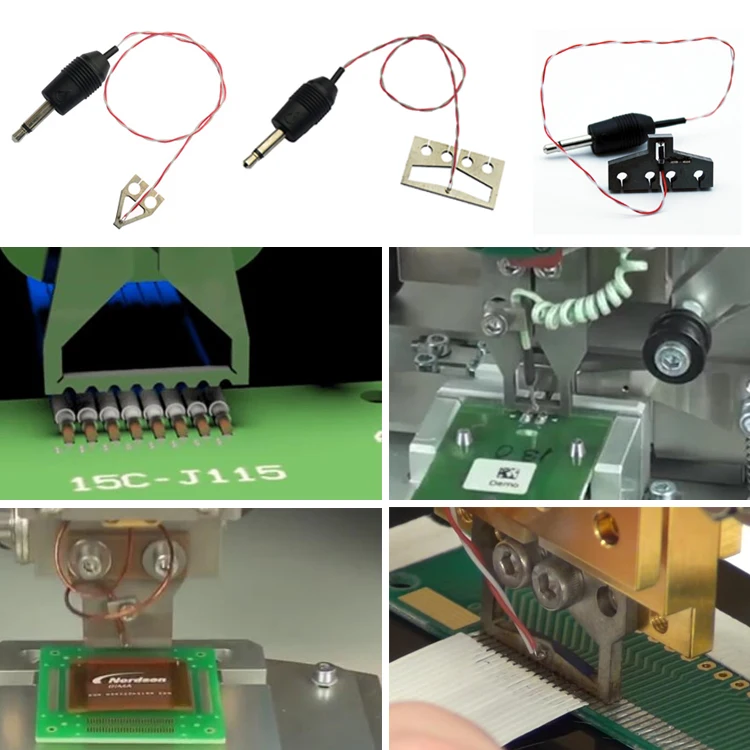
Titanium spot welding heads are used in various welding equipment, including electronic spot welding machines, butt welding machines, hot presses, ultrasonic welding and other equipment. Dongguan Soucua Hardware Electronics will supply welding according to customer requirements Welder spot welding head.
It has the function of soldering the enameled wire directly without removing the insulating paint. It does not need any flux and soldering tin to complete the lead-free soldering. During welding, a strong current flows in the fine welding area, and the electrical energy is converted into heat. The two metals are firmly welded together after welding to form a metal alloy that is not easy to oxidize. It has the advantages of fine solder joints, firmness, reduced high-frequency signals, wear resistance, and high temperature resistance. Suitable for welding gold wire, silver wire, copper wire, etc., especially convenient for small coils, small magnetic tings, small enameled wire, etc.
Titanium spot welding head: electronic spot welding machine accessories, a key component that affects the welding effect. Different standard titanium spot welding heads, different quality titanium spot welding heads, have different welding effects. Features of the Soucua spot welding head: accurate welding head processing, small high-end touch area of titanium spot welding head, low voltage required, high welding efficiency, and better welding joint stability. The Soucua spot will target different welding processes and welding requirements, according to customers for detailed welding requirements, according to customers to meet the requirements of titanium spot welding heads free of charge. Various types of molybdenum alloys, molybdenum alloys, and titanium alloys are produced, with stable solder joint and long service life. Welding enameled wire, gold wire, copper wire, aluminum foil, etc.
Please contact with me if you need the products by email: danny.ng@soucua.com
see details

 LNG
LNG