MENU

 LNG
LNG
LNG
LNG

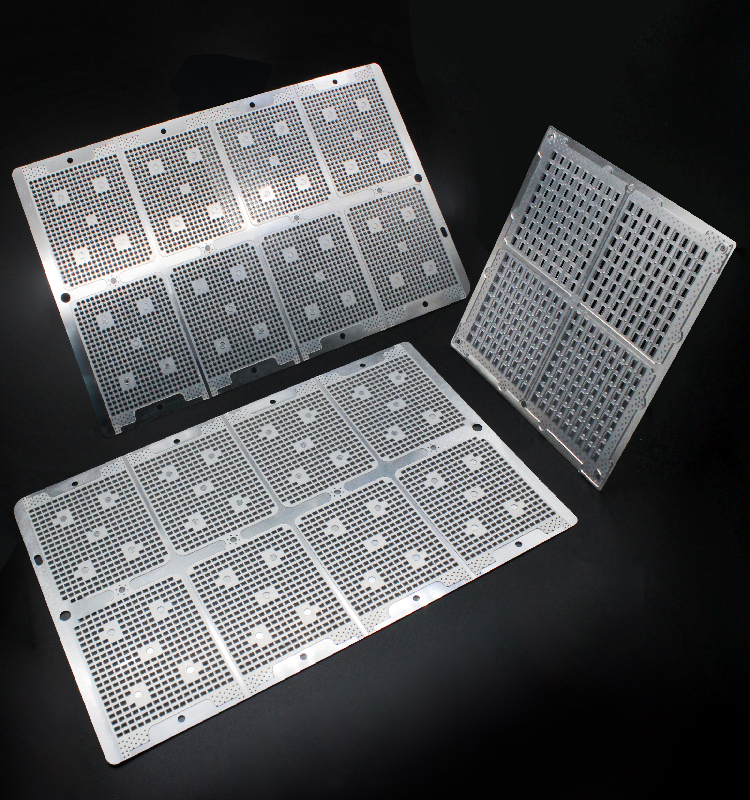
Spot welding heads for common metals
Low carbon steel projection welding is widely used. The following table shows the welding conditions of round and conical projection welding.
Clad steel convex welding has fewer problems than spot welding and seam welding. The reason is that the current is concentrated on bumps. Even if the coated metal at the contact first dissolves and spreads, it will not be like spot, seam welding reduces current density. In addition, due to the large contact surface of the plane electrode of the projection welding and the low current density, both the adhesion of the plating layer and the deformation of the electrode are relatively small.
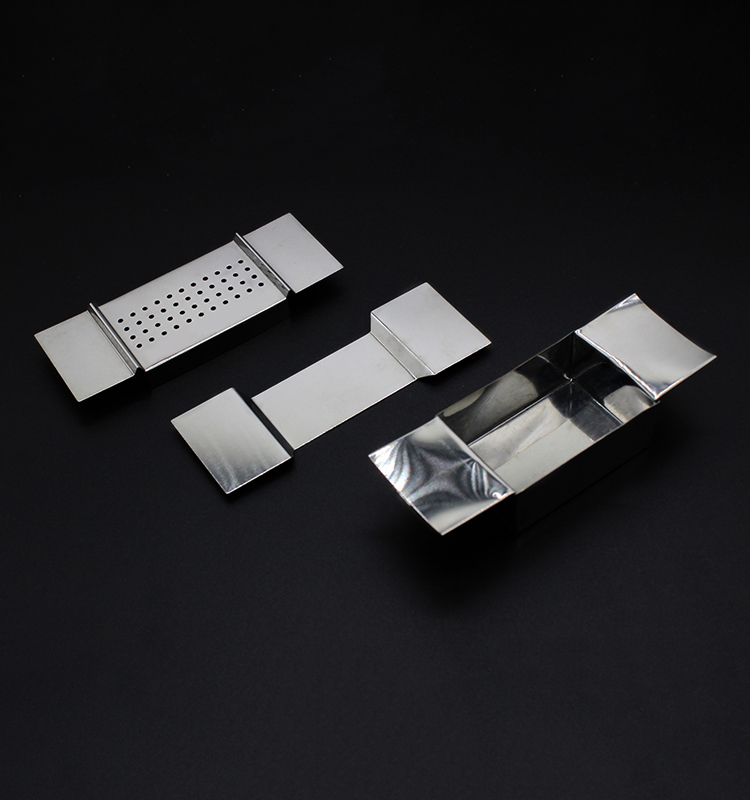
This kind of steel plate has an insulating PVC plastic layer on one side, and it can only be welded by single-sided single-point or single-sided double-point welding. In order to protect the adhesive plastic surface from being damaged, a shorter time of welding must be used. Generally, half a week of electricity is used to control the heating time and heat, even shortened to 1/6 week or use an energy storage welding machine for short-term welding. In order to ensure that the plastic coated surface does not have the same obvious indentation, the steel plate backing plate-coated steel plate is usually used.
Hardenable high-strength alloy steel seldom spot welds, but sometimes cross-welding of wires is performed. Because of the quenched structure, inter-electrode tempering is necessary, and a higher electrode pressure than low-carbon steel should be used.
Stainless steel projection welding is not difficult, but it is easier to produce nugget displacement. Care should be taken to select reasonable welding process parameters and avoid using too small pitch.
The aluminum alloy has low strength, and the bumps will be pressure-fed as soon as they are energized. Can not play the role of concentrated current, so seldom use projection welding. But sometimes it is used for spot welding of bolts and nuts; copper alloys and titanium alloys can also be used for projection welding.

 Language
Language
Mailbox:brian.he@soucua.com
Mailbox:danny.ng@soucua.com
Postcode:523300
Address:No. 11, Hengjiao Hengling Street, Hengjiao Village, Shijie Town, Dongguan City, Guangdong Province, China
Copyright ©2020Dongguan Soucua Hardware Electronics Co., Ltd.
All Rights Reserved