MENU

 LNG
LNG
LNG
LNG

Both medium wire cutting and slow wire cutting refer to electrical discharge wire cutting machines, which are manufacturing processes for spot welding heads.Medium speed wire cutting reduces material deformation and errors caused by molybdenum wire loss through multiple cuts, resulting in relatively improved processing quality. The processing quality can be between high-speed and low-speed wire cutting machines. Medium wire cutting, slow wire cutting, and fast wire cutting all refer to electrical discharge wire cutting machines.
"Medium wire cutting" does not mean that the wire cutting speed is between high and low speed, but rather a composite wire cutting machine tool. The wire cutting principle is to use high speed (8-12mm/s) wire cutting during rough machining and low speed (1-3mm/s) wire cutting during precision machining. This way, the work is relatively stable, the vibration is small, and multiple cuts are used to reduce material deformation and errors caused by molybdenum wire loss, resulting in relatively improved processing quality, The processing quality can be between high-speed and low-speed wire feeders. Therefore, it can be said that what users refer to as "medium wire cutting" is actually a reciprocating wire cutting machine that draws on the processing technology of some low-speed wire cutting machines and achieves stripe free cutting and multiple cutting.
Its working principle: The electrode wire wound on the wire conveyor moves at a certain speed along the rotation direction of the wire conveyor, and the workpiece installed on the machine tool workbench is formed relative to the electrode wire according to the predetermined control trajectory by the workbench. One pole of the pulse power supply is connected to the workpiece, and the other pole is connected to the electrode wire. A certain discharge gap is always maintained between the workpiece and the electrode wire, and working fluid is sprayed. The spark discharge between the electrodes erodes a certain gap, and continuous pulse discharge cuts out the desired shape and size of the workpiece.
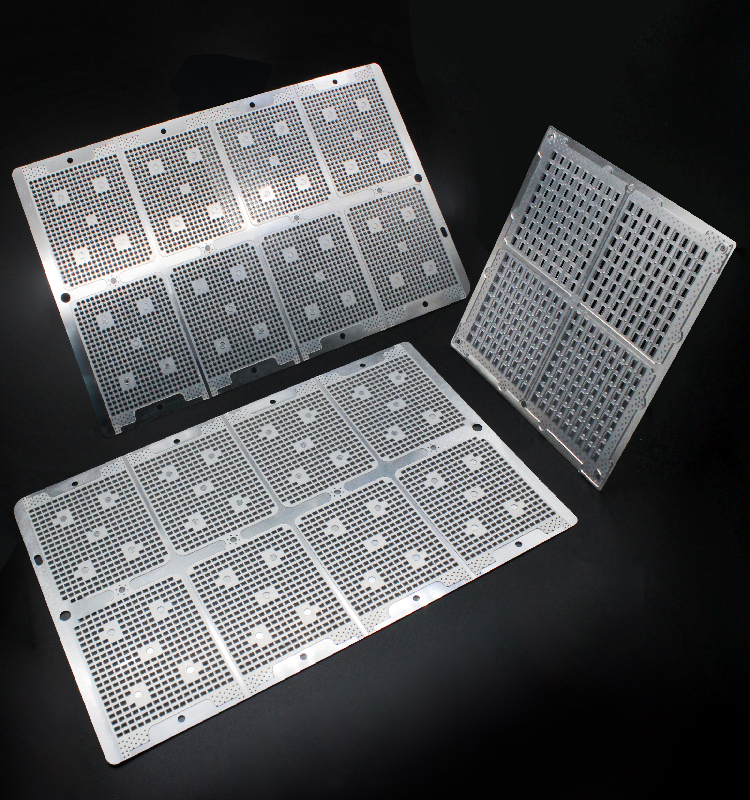
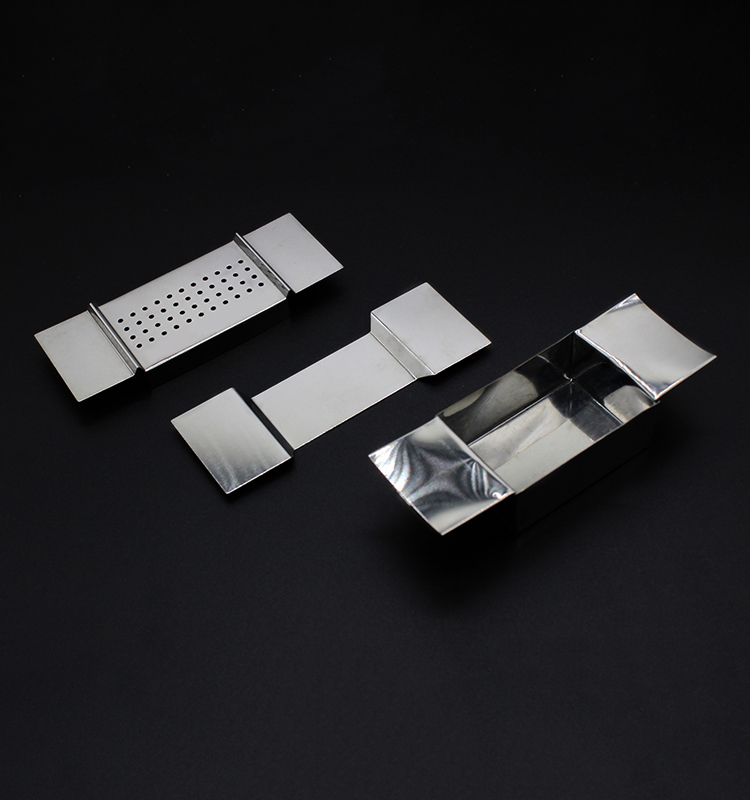
It is mainly used for processing various complex and precise small workpieces, such as convex and concave molds of molds. It developed on the basis of electric discharge perforation and forming processing. It has not only developed the application of electrical discharge machining, but also replaced some aspects of electrical discharge perforation and forming machining.
Although the machining quality of the "medium wire" EDM machine has significantly improved compared to the fast wire EDM machine, it still belongs to the category of high-speed wire EDM machines. There is still a significant gap in cutting accuracy and smoothness compared to low-speed wire EDM machines, and the maintenance of accuracy and smoothness also needs to be further improved. It has the characteristics of simple structure, low cost, and low usage consumption.
Pls contact with me if you need more details by email danny.ng@soucua.com.


 Language
Language
Mailbox:brian.he@soucua.com
Mailbox:danny.ng@soucua.com
Postcode:523300
Address:No. 11, Hengjiao Hengling Street, Hengjiao Village, Shijie Town, Dongguan City, Guangdong Province, China
Copyright ©2020Dongguan Soucua Hardware Electronics Co., Ltd.
All Rights Reserved